Page 1 of 1
A Crank in T. Practice
Posted: Thu Oct 28, 2021 1:01 pm
by got10carz
Practicing on junk block, and looking for constructive criticism. Do these numbers make sense to those of you that have done this.This is the amount I removed from the side of each main saddle.
Re: A Crank in T. Practice
Posted: Thu Oct 28, 2021 3:24 pm
by Erik Barrett
I can’t see your numbers in the pic, but when I do these I bore the block out to the edge of the main bolt holes for babbit bearings. For insert bearings you have to use the housing bore dimension required by the bearings used.
Re: A Crank in T. Practice
Posted: Thu Oct 28, 2021 3:37 pm
by Kevin Pharis
Erik is speaking to the next step in the process... boring out the bearing bores
Your numbers seem ok to me. I don’t recall the center main bearing moving, but the inner halves of the front and rear do get cut. Pay attention to the timing gear position, and all else should fall into place
Re: A Crank in T. Practice
Posted: Thu Oct 28, 2021 3:47 pm
by Henry K. Lee
As stated above.., you are on it!
Hank
Re: A Crank in T. Practice
Posted: Thu Oct 28, 2021 3:56 pm
by got10carz
I made the .010 cut on center main thinking it would give you some fudge up room when the thrust is cut on rear cap.
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 11:27 am
by Les Schubert
Just wondering how you plan to “manage” the extra crank length.
I’ve used various methods (all successfully)!
Shorten by welding
Shorten without welding
Shift the block ahead
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 12:19 pm
by got10carz
Les, I plan to shorten a counterbalanced B by welding. I also collected several sets of Model A X rods and will use them. I see you've done this, you may be my new best friend. Also plan on using B cam.
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 12:48 pm
by speedytinc
FWIW, I heard threading, then welding.
I believe Dan M. used this method on a C crank for me. Heard of weld only cranks failing.
Went to an expert for the best job done once.
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 1:23 pm
by Les Schubert
The trick for a successful welding version is to ensure that you have a FULL penetration weld done by a competent welder. I Ved one side and preheated. Then put it back in the lathe and Ved the other side back to the welding. Now preheated again and finished the welding. Wrapped it to allow to cool slowly. Then finished the machining. I did this 40 years ago and this engine is still running STRONG (4200 rpm and 100 mph)
I have now done several using a NO welding method. I will post some pictures tomorrow.
I am in process of doing one with a cutdown to stock A size crank identical to yours. On it I have shifted the block 5/8” forwards. I have extended the camshaft and am using a flathead V8 oil pump
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 4:02 pm
by Dan McEachern
John- I don't want to even think about how many years ago I did that crank for you!!! Anyway, its not threaded, just a proper weld job with full penetration from both sides. Over the years, I've seen squares, threads, T crank rear mains pressed inside, the full gamut, bottom line is they all fall off eventually due to a poor weld.
Steve- I have a shortened counterweighted B crank sitting here if you are interested. A main size, B rod size. A very old customer job that was never picked up. Contact me if you are interested.
On the block, no need to narrow the center main saddle.
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 6:04 pm
by Les Schubert
My “No Welding” method. This has been successfully used. The new flywheel hub is made of 4140
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 6:07 pm
by Les Schubert
A shot of the front end modification. I have installed a “Speedi Sleeve” for the seal/packing to run on
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 6:18 pm
by Les Schubert
“C crank (no Speedi Sleeve yet)
Un modified back end
Shortened pan front end
STRETCHED pan!
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 6:44 pm
by speedytinc
I stand corrected on your method. For some reason my memory isnt improving with age.
I do stand uncorrected for taking it to the right professional for the conversion. Thanks again.
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 6:50 pm
by speedytinc
Les Schubert wrote: ↑Fri Oct 29, 2021 6:04 pm
image.jpgimage.jpg
My “No Welding” method. This has been successfully used. The new flywheel hub is made of 4140
I see 2 set screws. There must be more magic involved. More than a press fit?
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 7:15 pm
by Les Schubert
John
It is a tapered shrink press fit. The set screws are just for a added safety factor.
The hub is heated to 500 F and pressed on. When cool it is machined all over
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 10:19 pm
by got10carz
Today I thought I would take a old A cam and machine the journals to size. Was I ever surprised to find that the journals are case hardened, machineable but slow. I think when it comes to a finished product I will machine to .010 and have a crankshaft grinder finish to size.
Re: A Crank in T. Practice
Posted: Fri Oct 29, 2021 11:55 pm
by Les Schubert
Consider installing the cam using the same “philosophy” as in the A (running directly on the casting without removable bearings). You will have to do some “creative work” to install the gear and run the ignition anyway, so “managing” the end float won’t be that difficult!
Re: A Crank in T. Practice
Posted: Sat Oct 30, 2021 1:56 am
by Erik Barrett
To use a B crank in a model T engine you have to turn both the rod and main journals down to model A size, so you may just as well get a counterbalanced A or Scat crank. You can use B rods in a model T if you have an overhead cam engine with no cam in the block.
Re: A Crank in T. Practice
Posted: Mon Mar 14, 2022 1:41 pm
by David Greenlees

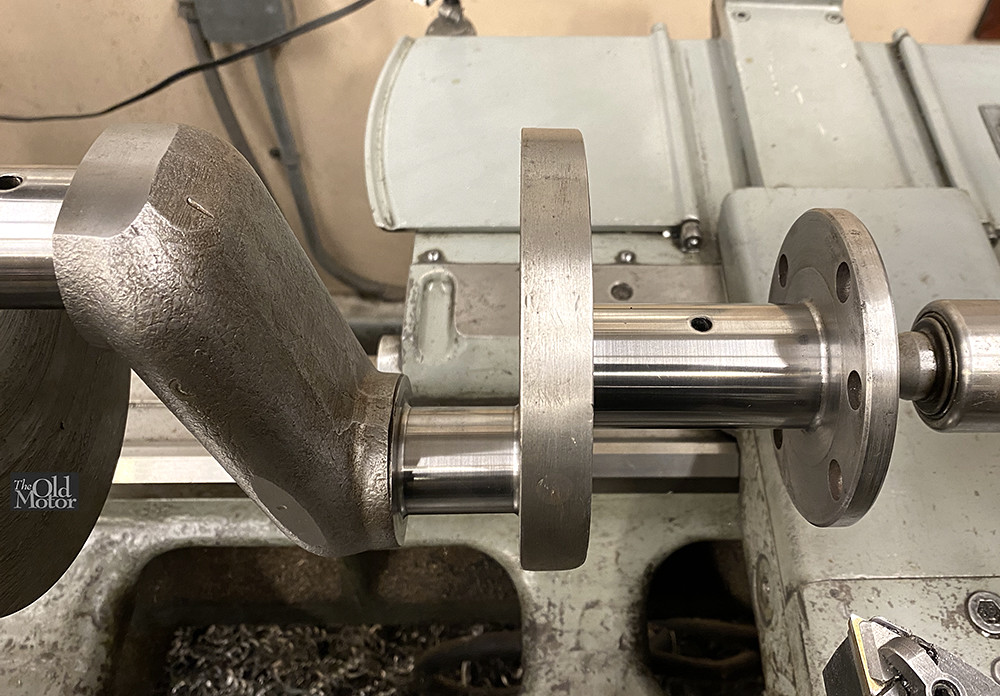
This is a forged 1933 to '40 Model C Ford factory-designed and manufactured one piece counterbalanced crankshaft (NOT welded counterbalances.) I shortened it to fit a Model T and drilled for full-pressure oiling and T camshaft clearance. All oiling holes drilled on an angle in one shot (not for the faint of heart) except for the rear rod journal that is crossed drilled (to get the oil feed hole in the center of the rear main.)

The OD of the crankshaft machined for camshaft clearance.
It was magnafluxed before and X-rayed after the conversion. The flange welding one side at a time (shortened rear main) was done by expert certified welders at Mercury Welding using the correct welding rod for the alloy Ford used to forge it from and used the right preheat and cool down procedures.
https://mercurycorp.com/home-3/capabilities/welding/ when they were in the nuclear power plant welding business and had a shop near a nuclear power plant here in VT. They welded several of them for me and none of them ever cracked or broke after being driven 1000's of miles.
Re: A Crank in T. Practice
Posted: Mon Mar 14, 2022 7:07 pm
by got10carz
Looks like mine.
Re: A Crank in T. Practice
Posted: Wed Mar 16, 2022 7:27 pm
by David Greenlees
got10carz wrote: ↑Mon Mar 14, 2022 7:07 pm
Looks like mine.
got10carz: Your crankshaft looks really nice, did you modify it yourself or did a shop do it for you? Is the rear main shortened or was the block moved forward? How did it work out for you in the end? Did you install the B camshaft on the right side of the photos as well?
Re: A Crank in T. Practice
Posted: Sun Mar 20, 2022 6:24 pm
by got10carz
Back from Chickasha, thought I should answer Davids question. I shortened the crank myself, ground to A size. I do plan to use the B cam. I have 2 different blocks going together, 1 flathead, 1 for a overhead.